

















Background
In egg processing plants, quality inspection is a critical step in production. Traditional methods rely on manual checks or simple physical tests, which are time-consuming and prone to errors, making it difficult to accurately assess both the internal and external quality of eggs. To enhance inspection accuracy and improve production efficiency, many modern egg processing facilities are adopting infrared thermal imaging technology for automated, rapid, and non-destructive inspection.
Solution
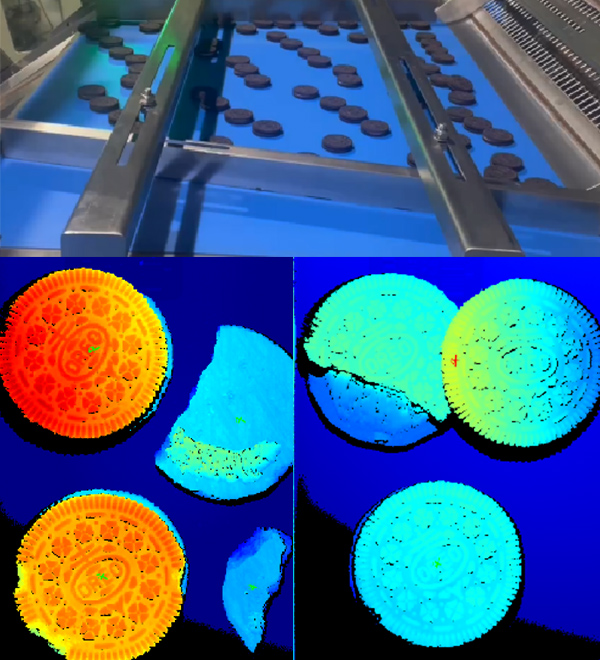
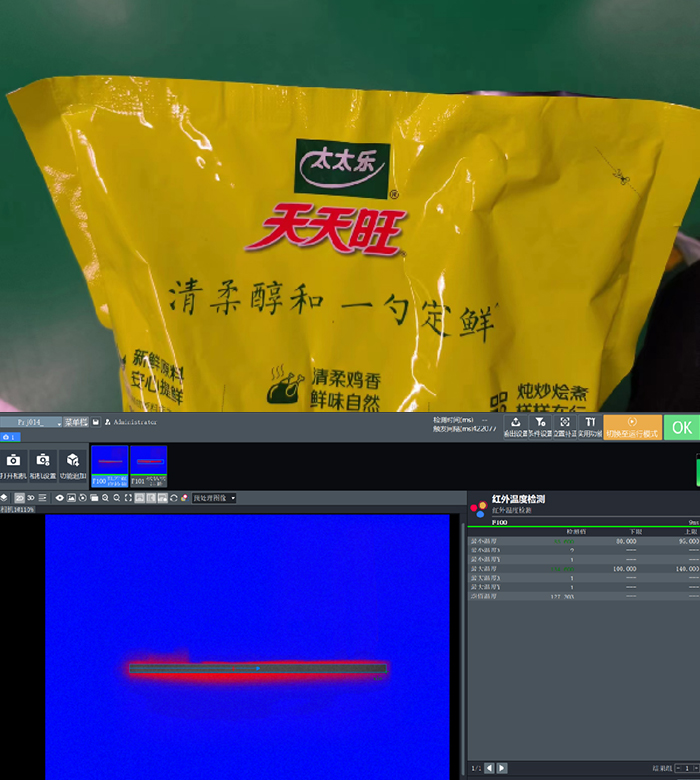
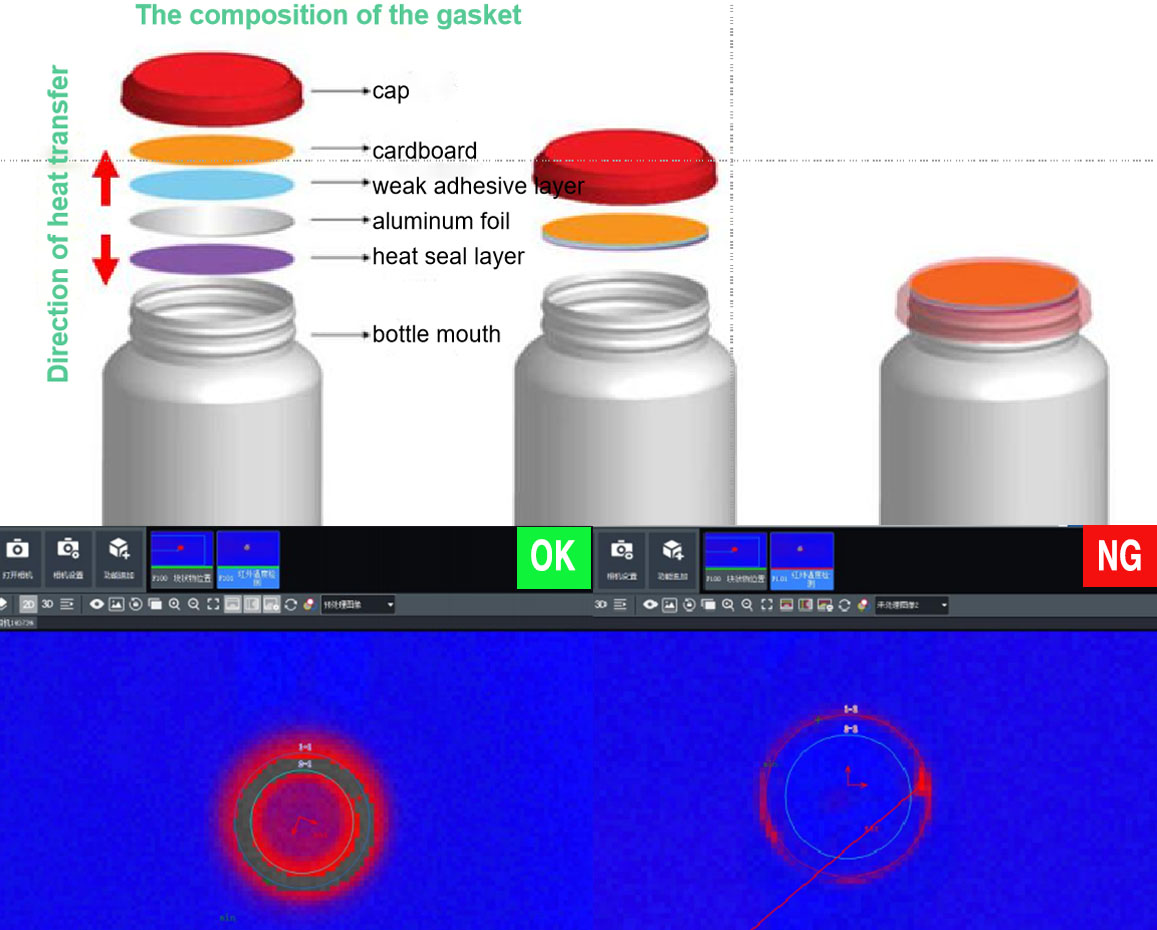
Fresh eggs have evenly distributed liquid content, leading to gradual temperature variations. Infrared thermal imaging allows inspectors to visualize temperature patterns, where a uniform thermal image indicates freshness. For poultry farms and egg processing plants, infrared thermal imaging is a game-changer, enhancing detection efficiency and reducing losses.
Benefits
- Optimized for Large-Scale Production: Infrared thermal imaging increases efficiency, minimizes manual intervention, and ensures product quality compliance, reducing the risk of defective eggs entering the market.
- Environmental and Economic Benefits: As a non-destructive testing method, infrared thermal imaging reduces waste and mitigates losses caused by quality issues, improving overall production effectiveness.
- Enhanced Consumer Trust: By leveraging advanced technology for egg inspection, companies can boost their brand reputation, strengthen consumer confidence, and drive brand preference.